




API Sealant Injection Fittings 3Piece
Description
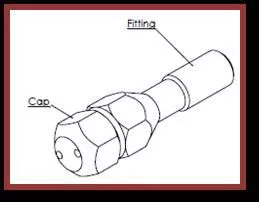
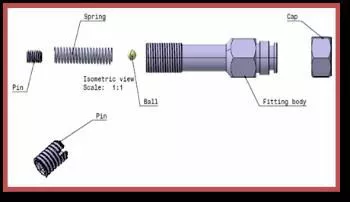
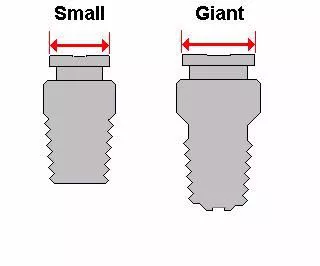
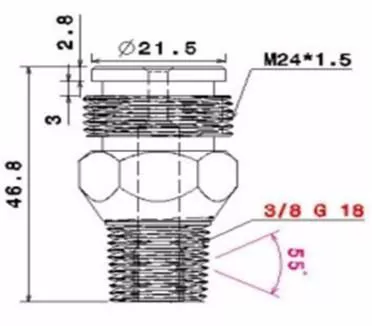
اولین عضو مسیر گریسکاری شیرآلات ، گریسخور (Sealant Injection) می باشد. گریسخور در اصل یک شیر یکطرفه است که ضمن جلوگیری از خروج گاز، امکان ورود گریس را مقدور می سازد. این وظیفه بر عهده یک ساچمه فولادی و فنری که پشت آن تعبیه شده قراردارد. ساچمه بعنوان عضو مسدودکننده جریان و قسمتی از بدنه گریسخور، بعنوان سیترینگ ایفای نقش نموده و مسیر حرکت را یکطرفه می سازد. فیتینگهای گریسکاری در استانداردهای گوناگون ساخته می شوند . گریسخورهای NPT بیشتر برای شیرهای توپی (BALL VALVE) و دروازه ای (FLAT GATE VALVE) و گریسخورهای NPS بیشتر برای شیرهای سماوری (PLUG VALVE) کاربرد دارند. غیر از موضوع اینچی و میلیمتری بودن سایز گریسخورها ، نوع رزوه نیز حائز اهمیت می باشد . قطعاً عدم تطابق رزوه های گریسخور و مجرای گریس کاری ، موجبات نشتی را فراهم خواهد آورد . 1. بدنه : شیر یکطرفه و بدنه گریسخورها باید مطابق API6D قادر باشد تا فشار خط را تحمل نماید. استاندارد API 6D قسمت 7.10 و 7.11 و 7.12 به موضوع SEALANT INJECTION DRAIN – VENT پرداخته است . مطابق این استاندارد گریسخور باید تحمل فشار گاز خط را داشته باشد . از آنجا که آداپتور سر گریس پمپ coupler Head معمولاً در دو سایز 22 و 18میلیمتر تولید می گردد ، ابعاد گریسخورها هم بهتر است متناسب با همین سایزها 21.5 و 17,5 تولید و استفاده گردد تا تیم های سرویس نگهداری در هنگام تعمیرات و شارژ گریس به آداپتورهای مبدل، نیاز پیدا نکنند. 2. فنر : یکی از اجزاء اصلی گریسخور ها ، فنر فشاری می باشد . ماتریال این قطعه باید ضمن مقاومت مقاوت های مکانیکی مناسب در مقابل خوردگی نیز مقاوم باشد. در صورت انتخاب ابعاد نامناسب و تزریق گریس در فشار بالا ، احتمال فرو رفتن ساچمه در فنر وجود خواهد داشت . فلذا باید در انتخاب قطر فنر دقت نمود. طول فنر نیز از اهمیت بسزایی برخوردار می باشد. استفاده از فنر های کوتاه، حجم گریس ورودی را کاهش داده گاهاً حتی احتمال مسدود کردن مسیر نیز وجود خواهد داشت . همچنین از آنجا که در هنگام گریسکاری شیرهای جام شده، گاهاً فشار گریسکاری تا 700 بار هم بالا می رود، قطعه پشت بند فنر باید تحمل چنین فشاری را داشته باشد. 3. ساچمه: این قطعه کروی باید از کیفیت سطح مناسب برخوردار بوده از لحاظ مقاوت شیمیایی و سختی ، متناسب با شرایط انتخاب گردد. 4. در پوش: در هنگام تزریق گریس های آب بند سنگین این احتمال وجود دارد که فنر پشت ساچمه در میان چسبندگی گریس بصورت متراکم شده باقیمانده و نشتی اندکی مشاهده شود. این درپوشها بواسطه وجود مخروط هم محور با گریسخور بعنوان یک شیر بشقابی عمل نموده نشتی را متوقف خواهند نمود. از آنجاکه ورود هرگونه اکسید و ذرات جامد موجب اختلال در آب بندی گریسخور و آسیب های احتمالی به قطعات آب بندی شیر می گردد، استفاده از درپوش (cap) برای گریسخور پیشنهاد می گردد.

، پالیترا")


")
")

